
Learn more about the numerous benefits of Dry IBC Tote Technology.
Part 4 discusses the two bus bar design for your chrome plating tank. The benefit of the two bar design is you can plate more parts in the tank simultaneously, than you can with a three bar design. Contact Plating International for more information! Info@PlatingInternational.com
Part 3 discusses the three bus bar design for your chrome plating tank. Contact Plating International for more information! Info@PlatingInternational.com
There are 2 main types of chrome plating tank bussing configurations. Most chrome shops us a three bar or two bar configuration. Also, there is a difference between rectifier bussing and tank bussing. Rectifier bussing - Transmits power from the rectifier to the tank. Tank bussing - transmits power to the bath and the part to be plating. Contact Plating International for more information! Info@PlatingInternational.com
In part 1 of this 4 part short video series, we will help you understand the complicated process of copper bussing your chrome tank properly. General rule : The diameter of the copper should be 1 sq in for each 1,000 amps carried. If the rectifier is more than 20 ft from the plating tank you may need thicker copper. Contact Plating International for more information! Info@PlatingInternational.com
Dry IBC Tote Technology allows you to make liquid chromic acid yourself. Removing all the hassles such as lifting heavy cans, dumping cans / dealing with chromic acid dusting, and triple rinsing multiple cans of hexavalent chrome a year! This technology greatly reduces the risks associated with hexavalent chromium-both from a safety and environmental perspective. Better for your employees, better for the environment, and better for your bottom line.
Benefits of Making Liquids using Dry IBC Totes vs Manufacturing Internally
Ability to manufacture liquid chromic acid in minutes rather than hours
Substantial Reduction in “PEL” (Permissible Exposure Limits)
Adjustable Concentrations for All Applications
No Cans to Rinse or Dispose of as Hazardous Material
Same Low Cost for Chromic Acid
Plating International. Inc. also offers Drop-In Tank Liners and Secondary Containment for your Chrome Plating Facility. Contact Us Today!
Are you curious about the benefits of liquid chromic acid? Below, we touch on 4 important topics to remember when making the decisions from dumping cans to liquid chromic acid!
Safety
Substantial Reduction in “PEL” (Permissible Exposure Limits)
No exposure to the employee
Quality
Automation
Consistent Bath Concentrations
Convenience
Easy to add by simple pumps or by opening a valve
No Cans to lift or dump
Green
No Cans to Triple Rinse
No Cans to haul of as hazardous waste

Custom Tank Liners
Plating International™ can fabricate almost any size tank liner, fabricated with the proper material to meet your requirements. Email the application and tank dimensions today!
Installation and Removal
Our experience installers are available to provide complete installation of any liner. We specialize in the most difficult and complex installations and can assist with the removal of old liners when necessary.
Turn Key Secondary Containment
Our secondary containment gives you the peace of mind that no matter the application; you are protected. We can assist with both small and large projects. No size is too small when it comes to secondary containment.
Confined Entry
Plating International™ provides a fully trained staff specific for confined entries. This allows for us to assist our customers with every aspect of a tank liner or secondary containment installation.
Repairs
We understand first hand the cost of being shut-down when replacing a tank liner. Let Plating International™ evaluate and repair your existing liner while minimizing your down time and expense.
Duraliner Customer Tank Liners
Duraliner was developed to hold up to both Hard Chrome and Decorative Chrome Applications, as well as many other processes. We can customize to almost any size or shape. This proprietary PVC blend can be fabricated in either 1/8" or 3/16" materials. We can add a double bottom and a skirt to any liner.
Collapsible Secondary Containment
Instant secondary containment that allows for access in just minutes with collapsible walls. Our strength of materials can withstand the traffic of a forklift, allowing you to contain almost any product or project. Fabricated out of flexible materials prevents the risk of premature cracking. You can pick up and relocate giving you the flexibility needed today.
Ability to manufacture liquids as needed (Manufacturing time is 5-10 minutes compared to hours)
Add Water by Weight
Mix using a tote mixer (we provide)
It’s that simple
No Manufacturing equipment necessary because a Dry IBC CA tote allows you to manufacture within its own packaging
Complete Procedure available upon request
No PEL, No Exposure, No Cans to dispose of, No can to rinse, No Dumping, Minimal to No handling
We’ve manufactured over 500 totes using this method and out of 500, 100 % passed QC the 1st time.
Did you know companies are finding the benefits of One-Plate® are even greater as one component is easier to order, ship, and stock than three components.
Shops are finding this very convenient especially now that supply chains are strained by transport issues.
Shops with short labor or split shifts are reporting how One-Plate® is easier to operate with less workers and lab analysis.
And for those shops where their business level is lower due to the pandemic, they are appreciating the savings in time, energy, labor, and costs.
One-Plate® is now in 15 countries on 5 continents.
Plating International has increased our manufacturing capacity to meet the growing demand.
Single component One-Plate® EN versions are now available in low, mid, high phos and composites with Teflon, diamond, silicon carbide and boron nitride.
Just as the cold weather is coming, Plating International has verified the freeze resistance of the most popular One-Plate® 1001Q solution. Attached please see a photo with a typical "A" solution on the left and One-Plate® 1001Q on the right. After two weeks in a 5 degree F (-15 C) freezer, the "A" solution is frozen solid. The One-Plate® solution was just very cold. We then tested the One-Plate® solution and it plated as well as it always does, so there was no negative affect from the cold storage.
New technical articles and case studies are in the works..
Also, in this Covid-19 time when travel is limited, we have been having frequent video conference meetings to support plating shops and prospective customers to answer any questions they have, please don’t hesitate to reach out to set up any calls like this.

On the left is typical "A" solution from a 3 component bath. On the right is One-Plate® 1001Q single component solution.
After two weeks in a 5 degree F (-15 C) freezer, the "A" solution is frozen solid. The One-Plate® solution was just very cold. We then tested the One-Plate® solution and it plated as well as it always does, so there was no negative affect from the cold storage.
One-Plate® is the only single component Electroless Nickel on the market. Make up and replenish from the same drum!

Plating International Inc.’ s new video discusses why Bob the chrome plater is ready to make the switch to a Flex Kraft switch mode rectifier from his traditional SCR rectifier. Click the video below to learn more!

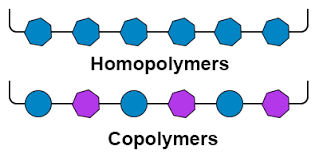
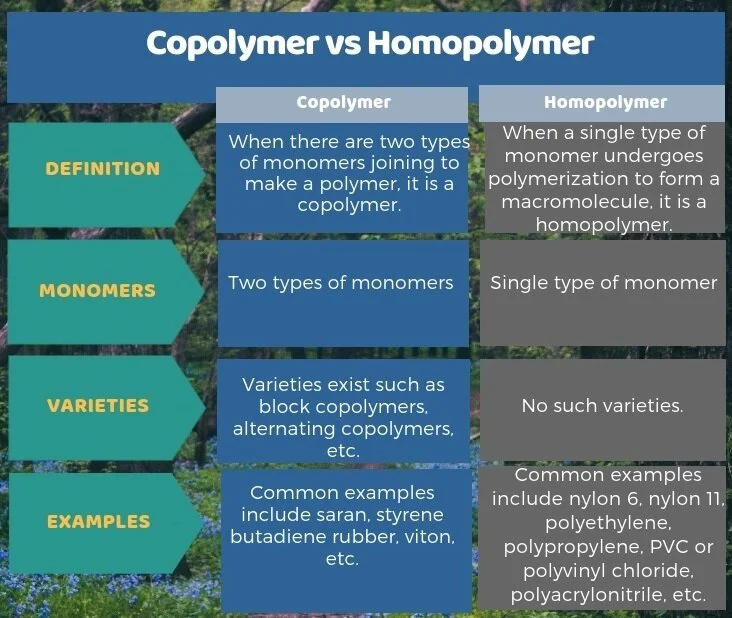
Traditionally, most “polypro” tanks are made with what is called “propylene homopolymer,” or “natural polypropylene.” This type of polypropylene has a high strength-to-weight ratio and is known for its stiffness and rigidity. In the plating industry, this natural polypropylene is the go-to material for most plastic-type tanks.
There is, however, another material, called “polypropylene copolymer” which is a less common material but is nonetheless superior in many ways. This copolymer polypropylene is a type of polypropylene that has a modified polymer chain which includes a different, “random” monomer molecule (for instance, ethylene). This molecular change results in some serious changes in physical property.
Compared to homopolymer PP, copolymer PP has a much higher impact resistance, increased flexibility and durability, and a lower melting point (which results in a lower heat-sealing temperature). Copolymer PP also tends to have a better stress crack resistance and lower temperature toughness than homopolymer. At the same time they exhibit essentially the same chemical resistance, water vapor permeability, and organoleptic properties (low tatste and odour contribution).
Given the comparative advantage of copolymer PP, it seems like a no-brainer to have a copolymer PP tank over a natural polypro tank. Because the copolymer is much more flexible and less stiff than the homopolymer, it will have a longer life than a natural polypro tank, and will be more resistant to stress and impact (for example, if a heavy anode or cathode falls of the bussing to the bottom of the tank). This means they are also less likely to get damaged during delivery. Copolymer PP also has a moderately better impact strength at temperatures down to 0°C, and have limited utility down to -25°C.
Plating International offers rigid plating tanks in both propylene homopolymer and copolymer polypropylene materials. Contact us for a quote today.
Traditionally, most chrome baths use lead anodes. When we think of lead anodes, we usually just think about the lead part, but in fact the lead anodes that are used are never made of pure lead. Chromic acid in the bath eats away at pure lead, especially when there is no current. Pure lead is also quite soft, does not hold its shape very well and sags under its own weight. This is why lead is alloyed with other metals in order to give it specific properties. Various amounts of antimony, tin and silver are added to the lead depending upon the application.
Antimony: Provides hardness, rigidity and resistance to curling or sagging and is used whenever strength is required. High antimony contents, however, tend to produce excessive surface scale and a less than optimum trivalent control. Antimony has a density of 0.24 lbs. per cubic inch and a melting temperature of 1170 degrees F.
Tin: Provides improved corrosion resistance and conductivity, reduces surface scaling and improves trivalent control. Used primarily in high fluoride baths. Tin has a density of 0.26 lbs. per cubic inch and a melting temperature of 450 degrees F.
Silver: A small amount of silver (0.5 - 1%) greatly extends the corrosion resistance and increases the conductivity. Due to the additional cost, this is used only where an extended anode life is required such as in very high fluoride baths.
C. P. Grade Lead: CP grade lead (99.9 % chemically pure) is the basic material that is used to make the various alloys. CP lead has a density of 0.41 lbs. per cubic inch and a melting temperature of 620 degrees F.
Lead Alloys: The anode materials are purchased from a smelter already alloyed per specification. These materials are available in ingots, cast mats, rolled sheet & bars, extruded pipe and extruded rods or wire in various sizes. Extruded and rolled forms are much denser than cast materials are and will therefore hold up much longer and are better suited for large anodes or ones that need to last for long periods of time.
It is good practice to standardize alloys and use only one type per bath. If several alloys are used then the each type should be marked so they are not accidentally mixed. Lead alloys should never be obtained from a scrap dealer as the quality is unknown. Most lead alloys used for chrome plating have a density of around 0.40 lbs. per cubic inch and a melting point of 580 – 600 degrees F.

6% antimony - 94% lead: This is a very common alloy that is used for a majority of chrome plating anodes. The antimony provides both hardness and rigidity and is particularly well suited for large or heavy anodes. The surface film from this alloy provides reasonable control of the trivalent, but the scaling is heavier than if tin were present.
7% tin – 93% lead: Used in all type baths including high fluoride solutions. This alloy is softer than 6/94 is and may sag if too heavy or too large. This alloy has an improved peroxide surface film for better trivalent control and reduced scaling.
2% tin – 4% antimony – 94% lead: This alloy provides a combination of improved rigidity and corrosion resistance. It has a better surface film than 6/94 does, but not quite as good as the 7/93 alloy is. It is used where a combination of optimum strength, resistance to distortion and surface film is needed.
0.5% silver – 4% tin – 2% antimony – 93.5% lead: The addition of a small amount of silver greatly improves the surface film and increases the corrosion resistance. The silver content is typically 0.5%, although it can be as high as 1% for even greater benefit. This alloy typically lasts 2-3 times longer than the others do. Obviously, the cost of the silver must be weighed against the value of the additional benefits obtained. This alloy is used primarily in very high fluoride baths.
One Pump, Many Benefits
Though there are many types of pumps—including positive displacement, centrifugal, lobe, gear, screw, hose and piston/plunger—there is one option that combines versatility with reliability.
A hybrid displacement pump, known as an air-operated double-diaphragm (AODD) pump, requires little maintenance and can handle a vast variety of fluids in the harshest of environments.
AODD Pump Features & Advantages
AODD pumps defy classification. In terms of pressure versus capacity characteristics, as well as portability, they resemble a centrifugal pump. The similarities end there.
AODD pumps are powered by air (some models are also offered with natural gas capability), which keeps the pump diaphragm balanced while pumping. This extends diaphragm life over that of mechanically operated diaphragm pumps, which means low maintenance and less downtime.
In addition to requiring little maintenance, air diaphragm pumps offer many other benefits. They:
Require no electricity and can be fully grounded to ensure safe operation of the pump.
Pump solid-laden fluids without damaging the pump or the product.
Are self-priming and can dry-run.
Can be run in continuous or intermittent cycles without damaging the pump or the system.
Have a low initial purchase price and require no additional setup controls, making them a great value compared to other pumping technologies.
Deadhead safely with no pump or product damage and seamless restarting.
Are shear sensitive and don't shear or separate product.
Are submersible (some models); they can be submerged completely without safety or performance issues.
Have a seal-less design and require no expensive mechanical seals or packing.
Offer variable flow and head pressures and perform without sophisticated controls.
Have a variety of porting options, including bottom discharge to address a wide range of fluid characteristics
AODD Pump Applications
The versatility of AODD pumps allows them to be used in a multitude of markets, including:
Aerospace Automotive Building products Ceramics Chemical Coatings and paint Construction Food and beverage Marine Mining Packaging Pharmaceutical and personal care Pulp and paper Oil and gas Wastewater
Comparing AODD Pumps Against Other Industrial Pump Types
A pump that fails to meet your application or environmental requirements can have a devastating effect on your business. You can experience leaks, loss of flow, unplanned downtime, lost revenue, safety risks for your employees and even environmental issues if fluid escapes your facility.
Because pumps are vital to keeping your systems running properly, it's crucial that you select the type that best meets your needs.
The chart below helps break down common application requirements and pump types:

A fire on the plating lines is always a disaster, but one that can be avoided by taking the proper precautions. One of the most common causes of these fires is electrical heaters, which often set fire to plastic tanks because of a drop in the solution level.
A common misconception is that the thermostat will stop the heater. However, this is not the case. Why doesn't the thermostat stop the heater? It’s because the thermostat relies on the liquid to transfer heat from the heater to the probe/sensor. If there is a sudden loss of liquid and the sensor is no longer covered by the liquid, then no heat is transferred. The thermostat detects this as a drop in temperature and keeps the heater operating. With no liquid to transfer heat away from the heating element it begins to overheat and sets the plastic tank on fire.
Very few plating tanks have low level devices controlling their heaters to detect a drop in solution. We can provide the right thermal protection fuses for your heaters. Our over-temp protectors utilize a heat sensitive fuse to detect overheat conditions. The protector, which is placed inside a thermowell, is positioned in contact with the heater sheath and will cut power to the heater in the event of low liquid level. When combined with the technology of our liquid level sensor, you can further eliminate this danger.
We have an impressive catalog of both heaters and controllers at Plating International, so reach out to one of our representatives for a quote today, and find out what heater set-up best suits your needs! #surfacetreatment #heaters #worksafety #firesafety #OSHA
Properly passivated stainless steel will not plate unless contacted by a plating part or the bath is not properly maintained. They must be passivated from time to time according to the procedures established (by STI) for safety and effective passivation without contaminating the solutions or rinse tanks. Stainless steel is composed of iron (Fe); nickel (Ni); chromium (Cr) and several other minor components. Stainless steel is not resistant to chemical or physical attack. The corrosion resistance of stainless steel depends on the formation of a ‘passive surface film’ composed of nickel and chromium oxides (Cr2O3 & Ni0).
Procedure:
1. Pump bath out into the corresponding drums, tote, or tank.
2. Spray rinse the tank & plumbing, then drain any leftover bath into corresponding drums or tank.
3. Pump in 40% Nitric for Passivation from the tote into empty tank.
4. Once tank is filled with “40% Nitric for Passivation” do the following 3 things.
A. Turn on all pumps to tank.
B. Set temperature of the “40% Nitric for Passivation” to 90o F.
C. After you have completed Set 1 and 2 set timer for 3 hours.

5. After 3 hours are up, unplug all pumps in the tank and turn off steam,
6. Pump “40% Nitric or Passivation” into the tote.
7. Drain any leftover Nitric into a bucket through the valve behind the tank and pour back into tote.
8. Spray rinse the tank and plumbing, then drain straight to the trench.
9. Fill empty tank with city water.
10. After the tank is filled with city water do the following 3 things.
A. Turn on all pumps to tank
B. Turn on air agitation
C. Add 2000 mls of NH4OH to neutralize water (per 100 gallons of water)
11. Let mix for 10 mins.
12. Pump water back into the tote unless instructed otherwise.
13. Spray rinse the tank and plumbing, then drain straight to the trench.
14. Take out spargers and clean in tank.
15. Thoroughly spray clean tank (Walls, Plumbing, Backflush, Etc.)
16. Once tank has been thoroughly cleaned reattach spargers back onto the reactor.
17. Spray rinse the entire tank with DI water one last time.
18. The tank has now been successfully passivated & cleaned and is now ready for a bath to be pumped in or made up new after the valve is closed.
Whether you need an air diaphragm pump for pumping electroless nickel in your plating shop, or you need to package lubricants from your processing tank, or you simply just need it to power-wash some concrete, one of the most important factors when buying air diaphragm pumps (or anything for that matter) is price. In the current market, there is no “secret” that makes any pump brand better than another - for the most part, they all pump within the same standard range of specs. But the sales strategy employed by manufacturers is almost always the same: there is the manufacturer and then there’s the distributor. Interestingly enough, it is this exact cookie-cutter strategy that is so commonly used in the business that gives reason to such high-pricing for air diaphragm pumps.

Let’s take a well-known pump brand to use as an example: Graco. Graco itself is primarily focused on the manufacturing side of the air diaphragm pump market. They produce their own line of pumps that are branded with the Graco logo and they then sell these pumps wholesale to different distributors. These distributors in turn sell them to direct consumers or often to retailers, who then hand them off to end-users.
The thing is, for every name that is involved in the selling process, from the time it is manufactured until it reaches the end-user, adds to the final cost of the pump itself, and the farther down this slippery slope you go, the greater your pockets tend to suffer. In addition to this, in many cases the manufacturing facilities happen to be oversees, where they get charged with tariffs before they’re even touched by a distributor.
So, now that the problem has been identified, the solution seems quite simple (and it is): cut out the middle man. Very few companies manufacture, stock, AND distribute their own pumps. It just tends to be too much work for a lot of places. But Plating International is an exception. We manufacture our own line of air diaphragm pumps in our own production facility and then we store those pumps in our warehouse facility (located in Franklin Park, IL) for direct shipment. When you buy from Plating International, you don’t have to worry about paying ridiculously high prices for air diaphragm pumps because we’ve managed to completely cut out the middle-man! We guarantee our prices are cheaper than any other name-brand pump on the market: Wilden, Graco, ARO, Sandpiper, Tuthill… you name it! Check out our air diaphragm pump page for more info or contact us today for a quote!
One of the major decisions that plating shops have to deal with is “what kind of plating tank should I get for my plating line?” Of course, we wish the answer was as simple as the question, but the truth of the matter is it depends on a lot of different things. What are you plating? Plating chromic acid is a completely different process than zinc or cadmium plating. How much are you plating? 300 gallons or 3000 gallons? What method are you using to plate? There are so many questions to ask and factors to consider, we thought it would be nice to see it in the form of a pros/cons table:

As you will see in the diagram above there are many different things to consider when choosing a plating tank. Polypropylene tanks are great for smaller bath sizes and they are well-suited for the harsh conditions provided by plating shops. Polypropylene tanks are also very durable and they are great for use with acids and alkalies, which is why you can sometimes avoid buying a liner for your tank (unless you’re plating chromic acid, which you’ll definitely still need a liner for!) Polypropylene tanks are also much more flammable than steel tanks, which can be an issue if you are using electrical heaters to heat up your bath. While steel can hold up to well over +2000°F, polypropylene melts at around 320°F. Another factor is their size limit - because of polypropylene’s lower tensile strength and modulus, you will likely need supports to prevent bulging and breaks at the seams; but steel tanks have a lot more natural support because of their higher tensile strength. However, steel tanks are vulnerable to other conditions that the polypropylene tanks will almost never encounter: they can rust and they are susceptible to pinholes, which can be very dangerous if not immediately fixed.
At the end of the day, you’re really going to have to take the time and think about what solution works best for your business needs. That’s why you should ask the experts here at Plating International. With over 40+ of working experience, we can help you well above-and-beyond all your plating needs. Contact us today for a quote on plating tanks!